Ye Series Micro Pressure Gauges / Membrane Box Box Pressure Pressure
Cat:Jauge de pression
◆ Modèle: Ye60 ye100 ye150 ◆ Utiliser: le manomètre de la boîte à membrane est également appel...
Voir les détails


Analyse des causes : Environnement, Matériaux, Vérification/Intervention humaine, Règle de vérification, Institution de test tierce, Utiliser la machine
Environnement :
·La différence de pression entre l'intérieur et l'extérieur du conteneur.
·Le processus de transport ou d'installation a été soumis à des forces externes importantes.
·Obstruction du trou du registre.
Matériaux :
·Fissuration des composants élastiques.
·Défauts d'apparence des composants élastiques.
·Les matières premières des composants élastiques ont de mauvaises performances inhérentes.
Vérification / Intervention humaine :
·Positions de soudage pendant le processus de production.
·La vis du mécanisme de synchronisation n'a pas été serrée et l'aiguille n'a pas été enfoncée fermement.
· Fonctionnement incorrect lors du processus d'installation sur site.
Règle de vérification :
·Au stade initial de la production, le soudage était maintenu sous pression mais aucun traitement de vieillissement n'était effectué par la suite.
·Lors du calibrage du manomètre, le calibrage requis n'a pas été effectué.
Institution de test tierce :
·N'a pas manipulé avec soin lors du ramassage ou du dépôt.
·La pression de l'équipement de détection dépasse la plage du manomètre de 15 % à 20 %.
Machine :
·L'utilisation de l'équipement provoque des augmentations et des diminutions instantanées significatives de pression.
·La pression de l'équipement dépasse la plage du manomètre.
| Non . | La partie où les problèmes surviennent | description phénoménologique | Remarques | ||||||
| 1 | Aucun traitement de vieillissement n'a été effectué après le maintien sous pression du soudage. | Une fois que les composants élastiques ont subi les processus de soudage et de rétention de pression, ils doivent subir une période de vieillissement pour éliminer les contraintes internes. Si le vieillissement n'est pas effectué, une fois le réglage précis, après avoir été placé pendant un certain temps, la contrainte sera éliminée et la position du pointeur se déplacera vers le bas. En conséquence, l'indication de plage diminuera et le retour à zéro négatif se produira dans le compteur à cadran non limitatif. | Selon que les manifestations de stress d'une personne sont conformes à ce point de vue | ||||||
| 2 | Non calibré comme requis | Pendant le processus de réglage, seules la bielle et l'écrou de réglage peuvent être réglés. Si le tube à ressort est déplacé, il se déformera. Après déformation, il y aura un effet de décalage élastique. Après avoir été placé pendant un certain temps, la position du pointeur changera et elle ne reviendra plus à zéro | Vos fournisseurs ont-ils mis en œuvre des mesures strictes de contrôle de qualité pendant le processus de production ? | ||||||
| 3 | La différence de pression entre l'intérieur et l'extérieur du conteneur | L'aiguille du manomètre montre un déplacement anormal, entraînant une indication inexacte. Ce problème devient plus prononcé à mesure que la plage du manomètre diminue. En raison du manque de compréhension des utilisateurs, ce problème a une probabilité d'apparition plus élevée. Une fois le manomètre terminé et le bouchon d'huile installé, un espace scellé se forme à l'intérieur du manomètre. À ce stade, la pression atmosphérique à l’intérieur de la cavité est cohérente avec la pression atmosphérique externe. Lorsque la pression atmosphérique externe change, une différence de pression interne est générée et la pression | En général, lorsque ce problème se produit, cela indique que le déplacement du pointeur de remise à zéro est relativement faible. | ||||||
| 4 | le trou d'amortissement est bouché | Lorsque le milieu mesuré contient des impuretés, celles-ci s'accumulent à la position du trou d'amortissement. Finalement, il se bouchera, entraînant des phénomènes tels que le manomètre ne fonctionnera pas, ne reviendra pas à zéro et restera bloqué. | Peut être inspecté pour détecter les fuites d'air | ||||||
| 5 | Les processus de transport et d'installation sont soumis à des impacts de forces externes importants | En raison de l'impact d'une force externe, le mécanisme de transmission interne provoquera un déplacement, entraînant un échec de retour à zéro. | Ce phénomène se produit lorsque le manomètre est déballé ou pendant le processus d'installation et de débogage. Il ne revient pas à zéro et n'interviendra pas pendant la phase d'utilisation. | ||||||
| 6 | Il y a une augmentation et une diminution instantanées significatives de la pression lors de l'utilisation de l'équipement | Une augmentation et une diminution instantanées significatives de la pression augmenteront la quantité cumulée de déformation résiduelle des composants élastiques, raccourciront la durée de vie des composants élastiques et provoqueront l'apparition plus précoce du phénomène non nul ; ce phénomène va entraîner une augmentation du diamètre extérieur du tube ressort. | Inspectez les pièces défectueuses pour les mesures et vérifiez si les dimensions des pièces inutilisées et les dessins ont changé. Cela peut être déterminé en fonction de la situation réelle de vos propres produits. | ||||||
| 7 | Utilisation du manomètre de l'équipement au-delà de sa plage de mesure | Si le manomètre est mal connecté, si le mauvais type est sélectionné ou si la pression de l'équipement est instable, ce qui entraîne une pression excessive, cela entraînera une déformation permanente du tube à ressort, entraînant une lecture non nulle, un détachement des dents du secteur, etc. Dans de tels cas, l'épaisseur du tube à ressort augmentera en raison d'une pression excessive, soit en taille, soit en diamètre extérieur. | Inspectez le composant défectueux pour les mesures, comparez-les avec celles des pièces inutilisées et les dimensions selon les dessins, et vérifiez si l'épaisseur de paroi du tube à ressort a considérablement augmenté. Cela peut être déterminé en fonction de la situation réelle de vos propres produits. | ||||||
| 8 | Fuite de position de soudage | Des défauts tels qu'un soudage incomplet, des fissures de soudage, des inclusions de soudage, des contre-dépouilles, une mauvaise fusion et une soudure insuffisante peuvent tous entraîner des fuites au point de soudage. Cela peut entraîner une indication de pression inexacte et un échec de retour à zéro. | Démontez le manomètre pour vérifier les points de fuite. | ||||||
| 9 | Fonctionnement incorrect pendant le processus d'installation | Lors de l'installation et du serrage du manomètre, utilisez une clé pour tourner la position de la poignée du manomètre. Ne déplacez pas la tête de jauge avec force. Si la tête de jauge est inclinée, le cadran s'inclinera également, ce qui entraînera des phénomènes tels que le blocage de l'aiguille ou son non retour à zéro. | Le manomètre peut être démonté pour inspection afin de vérifier si l'apparence est en bon état. | ||||||
| 10 | Le pointeur n’est pas bien enfoncé | Une fois le réglage terminé, si la colle anaérobie n'est pas appliquée lors de l'installation du pointeur ou si le pointeur n'est pas légèrement tapoté, lors de l'utilisation, notamment dans un environnement soumis à des vibrations, le pointeur peut se détacher, entraînant une indication inexacte. Ce problème survient souvent chez les nouveaux employés qui ne connaissent pas les procédures opérationnelles et sa probabilité d'apparition est généralement faible. | Démontez le manomètre et vérifiez si le pointeur est bien installé. | ||||||
| 11 | Les vis du mouvement ne sont pas serrées | Les vis n'étaient pas bien serrées. Lors de l'utilisation, en particulier dans des environnements soumis à des vibrations, les vis se desserraient, provoquant une modification de la position initiale de l'ensemble du mécanisme de transmission, entraînant des lectures inexactes ou un échec de retour à zéro. Ce problème survient souvent chez les nouveaux employés qui ne connaissent pas les procédures opérationnelles et a un taux d'occurrence relativement faible. | Démontez le manomètre et inspectez si les vis du mouvement sont bien installées. | ||||||
| 12 | Fissuration des composants élastiques | Pendant le fonctionnement du manomètre, le tube à ressort du manomètre s'est fissuré, provoquant la déformation du tube à ressort. En conséquence, le manomètre présentait des phénomènes tels que le pointeur ne revenait pas à zéro et ne fonctionnait pas correctement. | Démontez le manomètre et inspectez s'il y a des fissures dans les composants non élastiques. | ||||||
| 13 | Défauts d’apparence des composants élastiques | Au cours du processus de fabrication et de transport des composants élastiques, leurs surfaces présentent d'importantes rayures externes, qui créent des points de concentration de contraintes. Au fil du temps, ces points entraînent des fissures et éventuellement des craquelures des composants. | Démontez et inspectez le manomètre. Vérifiez si l'apparence est en bon état, recherchez les rayures ou les bosses et vérifiez les fissures dans les composants élastiques. | ||||||
| 14 | Les performances du composant élastique sont médiocres. | Les composants élastiques eux-mêmes possèdent des caractéristiques telles qu'une séquelle élastique, un décalage élastique et une déformation résiduelle cumulative. Ces caractéristiques sont déterminées par le matériau et le processus de traitement thermique du tube à ressort. À mesure que la durée d'utilisation augmente, l'élasticité diminue progressivement, ce qui entraîne des erreurs d'indication, un retour à zéro non nul, etc. Ceci est déterminé par les caractéristiques inhérentes des composants élastiques et est inévitable. Le moment de l'apparition de cette cause dépend de la qualité du matériau. Ce phénomène entraînera une augmentation progressive du diamètre extérieur du tube à ressort. | Vérifiez la mesure de la pièce défectueuse et comparez-la avec les dimensions de la pièce inutilisée et les dessins pour voir s'il y a une augmentation. Cela dépend de la situation réelle de chacun. | ||||||
Concernant s'il y a des changements dans les données de mesure réelles du diamètre extérieur et de l'épaisseur de paroi du tube à ressort, comme suit :
Prenons l'exemple du tube bourdon de type Y60
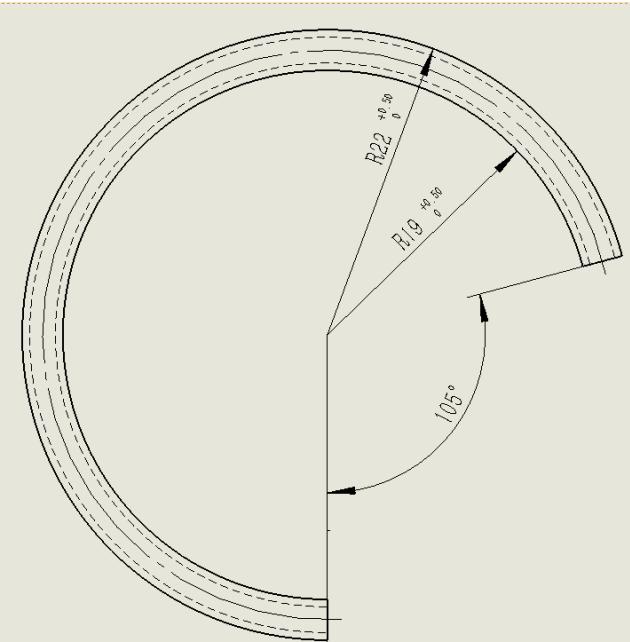
Le diamètre extérieur du tube à ressort doit être de 44 mm (0, 1) (comme indiqué sur l'image 1).
La taille mesurée du produit non utilisé est de 44,12 mm (comme le montre la figure 2),

Prenons l'exemple du manomètre modèle Y60 où l'aiguille ne parvient pas à revenir à zéro. Comprenez-vous maintenant en raison de l'apparition d'une surpression et d'une pression instable pendant l'utilisation ?
Les mesures correctives et préventives apportées par notre entreprise sont les suivantes :
Correction :
Renvoyez les composants soudés mis au rebut des produits, remplacez les composants soudés, réinstallez-les et calibrez-les, puis envoyez-les au fournisseur pour remplacement.
Actions correctives :
1. Notre société inspectera les matériaux entrants pour vérifier leurs performances et augmentera l'intensité des tests pour assurer la stabilité des performances des matériaux entrants et réduire le taux de défauts ;
2. Maintenir une communication bonne et étroite et efficace avec les personnes responsables des unités coopérantes. Le fournisseur et le client doivent vérifier conjointement les facteurs non nuls et travailler ensemble pour renforcer le contrôle afin de réduire l'apparition de défauts.

◆ Modèle: Ye60 ye100 ye150 ◆ Utiliser: le manomètre de la boîte à membrane est également appel...
Voir les détails
◆ Modèle: YG60 YG100 YG150 ◆ Utilisation: toutes les parties de cette série de jauges sont en ...
Voir les détails
◆ Modèle: YLM60 YLM100 YLM150 ◆ Application: Cette série d'instruments est des instrument...
Voir les détails
◆ Modèle: YQ40 YQ50 YQ60 YQ75 YQ100 YQ150 ◆ Utiliser: cette série de jauges est toutes en acie...
Voir les détails
◆ Modèle: YTX100B YTX150B ◆ Utilisations: Cette série d'instruments est sp...
Voir les détails
◆ Modèle : YSZC-7 ◆ Application : cet instrument convient à la mesu...
Voir les détails
◆ Modèle: WSS-3 WSS-4 WSS-5 ◆ Application: le thermomètre bimétal a les car...
Voir les détails
◆ Modèle: WSSX-4 ◆ Application: Le thermomètre bimétal de contact électriqu...
Voir les détails
L'émetteur de pression YSZK est conçu pour des environnements exigeants, fonctionnant effica...
Voir les détails
La jauge UHB de niveau de flotteur est conçue pour une mesure de haute précision, fournissant des...
Voir les détails


